Solusi untuk tanda pin flash dan ejector yang jelas pada posisi saluran air dari cetakan
Solusi untuk tanda pin flash dan ejector yang jelas pada posisi saluran air dari cetakan
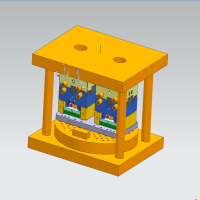
Lubang saluran air dari cetakan ditampung
Fenomena: Selama pembentukan mesin cuci, lubang saluran air kecil di tengah produk ini cenderung berkedip
Analisis: Teknisi percaya itu adalah masalah cetakan dan permintaan untuk menyewa layanan perbaikan cetakan. Bahan produk berisi bahan PP, dan suhunya tidak boleh terlalu tinggi.
Karakteristik mesin cetakan injeksi
Kelas: Zhen de, Kekuatan penjepit: 260T, kapasitas plastisisasi: 250g.
(2) Karakteristik jamur
Kuantitas ejeksi cetakan: 1 × 2, Metode Injeksi Lem: Injeksi Dot, Metode Ejeksi: Ejeksi dengan Pin Ejector, Suhu Cetakan: 50 ° C (Mesin Suhu Konstan).
(3) Karakteristik produk
Bahan: PP+20%GF, Warna: Hitam, Berat Produk (Single Piece): 43g, Nozzle Bobot: 10.8g.
(4) Analisis penyebab cacat
1. Sisipan untuk posisi lubang ini pada cetakan produk harus digosok secara diagonal, karena lebih kuat dalam arah vertikal.
2. Suhu peleburan lem dan suhu cetakan keduanya berada di sisi tinggi.
3. Kecepatan injeksi lem terlalu cepat.
(5) Penanggulangan
1. Memanfaatkan injeksi multi-level dan switching posisi.
2. Di bagian pertama, isi saluran aliran ke inlet lem pada kecepatan yang relatif cepat dan temukan posisi switching yang sesuai. Kemudian, di bagian kedua, isi inlet lem pada kecepatan yang relatif cepat hingga 2/5 dari produk. Di bagian ketiga, isi lubang kecil pada produk dengan kecepatan lambat. Di bagian keempat, isi rongga cetakan perlahan -lahan untuk sepenuhnya mengeluarkan udara di dalam rongga, menghindari udara yang terperangkap dan charring dan fenomena merugikan lainnya. Akhirnya, beralih ke posisi switching penahan tekanan.
Tabel proses cetakan injeksi
Mesin cetakan injeksi: Zhende 260T, Tipe A Screw, Volume Injeksi: 250g | Nama Produk: Washer Razor | ||||
Bahan Baku: PP+20%GF | Warna: Hitam | Suhu pengeringan: 95 ° C. | Metode Pengeringan: Pengering Dehumidifying | Waktu pengeringan: 2 jam | Penggunaan Bahan Daur Ulang: 0 |
Berat produk jadi: 43g × 2 = 86g | Berat Nozzle: 10.8g | Output cetakan: 1 × 2 | Metode menuangkan lem ke dalam gerbang: Lem mengeluarkan | ||
Suhu barel | Suhu jamur | Gunakan mesin | "Pengaturan | "Sebenarnya | ||||
| 1 | 2 | 3 | 4 | 5 | sebelum | Mesin suhu air | 50 ° C. | 47 ° C. |
| 220 ° C. | 210° C. | 200° C. | 160° C. | / | ||||
| △ | △ | △ | △ | △ | setelah | Mesin suhu air | 50 ° C. | 45 ° C. |
| △ | △ | △ | △ | △ | ||||
| 80 | 100 | Menahan tekanan | Posisi penahan tekanan | 100 | 110 | 100 | 110 | Tekanan injeksi | |
| 0.5 | 1.0 | Menahan waktu tekanan | "Akhir | 16 | 16 | 18 | 35 | Kecepatan injeksi | |
Jumlah sisa lem injeksi | / | / | / | / | 20 | 50 | 70 | Kecepatan posisi api | |
| 7.8 | / | / | / | / | 4.8 | / | / | / | Waktu injeksi |
Waktu Menengah | Waktu injeksi | Waktu pendinginan | Seluruh durasi | Tekanan belakang | Kecepatan rotasi | Kecepatan retraksi | Posisi kuantitas material | Posisi retraksi |
| 1 | 4.8 | 24 | 48 | 5 | 10 15 10 | 10 | 80 | 3 |
Waktu perlindungan penutupan cetakan | Mengawasi waktu makan | Kekuatan penjepit | Panjang ejeksi | Waktu ejeksi | Posisi rotasi | Penundaan penundaan | Waktu peniup |
| 1 | 10 | 250 | 45 | 1 | 15 35 38 | / | / |
Mould_Taizhou jiifeng Mould Co.,Ltd. (jfmoulds.com)

Tanda pin pada cetakan jelas
Fenomena: tanda pin pada permukaan produk jelas
Alasannya adalah bahwa ketika produk jenuh, tanda pin permukaan relatif dangkal, tetapi ukurannya melebihi rentang toleransi dengan margin besar.
Analysis: The mold size is not reasonably made, which makes it difficult to improve both the size and the ejector pin mark simultaneously.
Karakteristik mesin cetakan injeksi
Grade: DEMAG100T, Clamping force: 100t, plasticizing capacity: 61g.
(2) Karakteristik jamur
Mold ejection number: 1×1, glue injection method: small water outlet (dot injection), ejection method: Ejection by ejector pin, mold temperature: 105°C (constant temperature machine)
(3) Karakteristik produk
Material: ABS+PC, product weight (single piece) : 2.14g, nozzle weight: 1.98g.
(4) Analisis penyebab cacat
1. The mold size is not reasonably made. Under the condition of ensuring the product size during machine adjustment, it is rather difficult to control the product ejector mark. When the product is saturated, the top pin marks are relatively shallow, but the size is relatively large.
2. The top pin is too long, resulting in a thin glue position and causing the top pin mark on the product to be more obvious.
(5) Penanggulangan
1. Memanfaatkan injeksi multi-level dan switching posisi.
2. In the first section, fill the flow channel to the glue inlet at a moderate speed and find the corresponding switching position. The second section can be filled slowly and in a small position near the glue inlet. The third section fills 95% of the mold cavity at a moderate speed. In the fourth section, fill the mold cavity slowly to completely expel the air inside the cavity. Finally, switch to the pressure-holding switching position.
3. Extend the holding time of each section to control the product size.
4. The upper surface of the thimble is polished.
Tabel proses cetakan injeksi
Injection molding machine: DEMAG100T, Type B screw, injection volume 61g | Product Name: DC888 Bottom Shell | ||||
Raw materials: ABS+PC HP 5004-100 | Warna: Transparan | Suhu pengeringan: 120 ° C. | Metode Pengeringan: Pengering Dehumidifying | Drying time :4 hours | Penggunaan Bahan Daur Ulang: 0 |
Finished product weight: 2.14g | Nozzle weight: 1.98g | Mold output: 1×1 | Gate injection method: Small gate injection (point injection) | ||
| Suhu barel | Suhu jamur | Gunakan mesin | "Pengaturan | "Sebenarnya | ||||
| 1 | 2 | 3 | 4 | 5 | sebelum | Mesin kontrol suhu oli | 105° C. | 105° C. |
| 280 ° C. | 270° C. | 265° C. | 245° C. | / | ||||
| △ | △ | △ | △ | △ | setelah | Mesin kontrol suhu oli | 105° C. | 100° C. |
| △ | △ | △ | △ | △ | ||||
| 55 | 85 | Menahan tekanan | Posisi penahan tekanan | 139 | 139 | 139 | 139 | Tekanan injeksi | |
| 2.0 | 3.2 | Menahan waktu tekanan | 10 | 13 | 20 | 23 | Posisi tekanan injeksi | ||
Jumlah sisa lem injeksi | / | / | / | 16 | 20 | 23 | 37 | Kecepatan injeksi | |
| 4.2 | / | / | / | 10 | 13 | 20 | 23 | Kecepatan posisi api |
Waktu Menengah | Waktu injeksi | Waktu pendinginan | Seluruh durasi | Tekanan belakang | Kecepatan rotasi | Kecepatan retraksi | Posisi kuantitas material | Posisi retraksi |
| 1.2 | 1.5 | 16 | 25 | 5.2 | 20 65 65 | 10 | 27 | 1.6 |
Waktu perlindungan penutupan cetakan | Mengawasi waktu makan | Kekuatan penjepit | Panjang ejeksi | Waktu ejeksi | Posisi rotasi | Penundaan penundaan | Waktu peniup |
| 0.8 | 10 | 880kN | 43 | 1 | 20 25 28.6 | / | / |
Komoditas mould_taichu jiifeng Mould Co.,Ltd. (jfmoulds.com)
Informasi terkait
Memasuki dunia cetakan injeksi: analisis teknologi dan pengembangan industri dari berbagai perspektif
2025-06-28
Produsen cetakan tong sampah di Tiongkok (jfmoulds.com)......

Analisis mendalam industri cetakan injeksi: situasi saat ini, tantangan, dan peluang
2025-07-05
Analisis mendalam industri cetakan injeksi: situasi saat ini, tantangan...
Cetakan injeksi: manufaktur khusus, memberdayakan produktivitas kualitas baru di industri
2025-07-14
Cetakan injeksi: manufaktur khusus, memberdayakan produktivitas kualitas baru...

Evolusi koordinat tentang iterasi teknologi dan ekosistem industri
2025-07-15
Evolusi koordinat tentang iterasi teknologi dan ecosystemI industri...

Industri cetakan injeksi: menembus hambatan teknologi dan pengaturan jejak baru manufaktur cerdas
2025-07-01
Industri cetakan injeksi: menembus hambatan teknologi dan pengaturan...

Menjelajahi cetakan injeksi: membuka kode inti cetakan plastik
2025-07-10
Menjelajahi cetakan injeksi: membuka kode inti cetakan plastik di...