Item pemrosesan dasar dan persyaratan untuk basis cetakan
Item pemrosesan dasar dan persyaratan untuk basis cetakan
(1) Memperbaiki cetakan pelat dan cetakan bergerak B Piring Buka bingkai
Menurut bentuk empat sudut sisipan cetakan dalam, ada dua cara untuk membuka bingkai. Menurut berbagai akurasi bingkai terbuka, bingkai terbuka dibagi menjadi bingkai kasar dan bingkai yang halus. Panjang dan lebar bingkai tebal 4-6mm lebih kecil dari bingkai halus, dan ukuran kedalaman 0,5-1mm lebih kecil. Nilai R tergantung pada kedalaman bingkai.

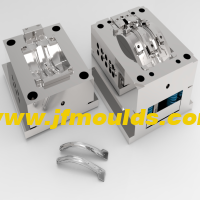
Produsen cetakan bumper di Cina (jfmoulds.com)
(2) Pry cetakan alur
Fungsi alur yang mencoret adalah untuk memfasilitasi pembukaan cetakan, yang umumnya diproses pada cetakan tetap A piring atau cetakan bergerak B pelat dan empat sudut pelat batang push.

(3) Slot cetakan kode
Alur die digunakan untuk menjepit ketika cetakan dipasang pada mesin cetakan injeksi. Umumnya ada empat jenis slot cetakan untuk cetakan injeksi.
(4) lubang tongkat atas
Batang atas mesin cetakan injeksi mendorong pelat dasar pendorong dan pelat pengikat pendorong melalui lubang K.O dari cetakan injeksi, dan kemudian mendorong bagian plastik menjauh dari cetakan dengan bagian yang mendorong. Ukuran dan posisi lubang K.O dari mesin cetakan injeksi dengan spesifikasi dan model yang berbeda berbeda, dan desain harus memperhatikan informasi mesin cetakan injeksi yang disediakan oleh pelanggan: spesifikasi dan model, apakah itu kekaisaran atau metrik, dll.
Cetakan umum hanya dirancang dengan lubang tongkat atas, yang terletak di tengah cetakan, tetapi ketika cetakan besar dan panjang, saluran utama cetakan menyimpang dari tengah cetakan besar, atau jumlah bagian yang didorong ke atas dan ke bawah cetakan sangat berbeda, untuk membuat pelat dorong keluar dengan halus, dua atau lebih banyak lubang tongkat atas sering digunakan.
Batang atas mesin cetakan injeksi biasanya hanya bertanggung jawab untuk mendorong pelat kering, dan posisi yang diulang dari pelat batang push dilakukan oleh pegas balik dan bilah kembali. Namun, kadang -kadang pendorong harus diatur ulang sebelum menutup cetakan, di mana titik batang atas harus mendorong pelat pendorong keluar dan menarik pelat pendorong ke belakang, untuk tujuan ini lubang sekrup dapat dikerjakan pada pelat dasar pendorong, batang atas dapat dipasang pada pelat dasar pendorong, atau sleeve dengan lubang sekrup dapat dipasang di pelat pangkal pusher.

(5) Lubang sekrup mata
Lubang sekrup mata adalah lubang sekrup untuk pemasangan cetakan. Ukuran lubang sekrup mata dan spesifikasi dasar cetakan yang sesuai.
Untuk basis cetakan dengan lebar cetakan kurang dari 300mm, umumnya hanya perlu memproses lubang di lubang di bagian atas dan bawah templat. Untuk basis cetakan dengan lebar cetakan lebih dari 300mm, harus ada setidaknya satu lubang sekrup mata di setiap sisi bekisting. Ketika panjang basis bekistis adalah 2 kali atau lebih lebar, dua lubang mata harus dibuat di setiap sisi bekisting. Posisi lubang sekrup mata harus ditempatkan di tengah tepi setiap bekor. Kedalaman lubang sekrup mata harus setidaknya 1,5 kali diameter lubang sekrup, lihat Tabel 3-7. Sekrup mata tidak dapat mengganggu struktur lain seperti pipa air dan sekrup pendingin, dan ukuran utama dan berat bantalan yang aman dari sekrup mata terlibat.

(6) Persyaratan lain untuk bekisting
1. Semua bekisting harus dibelokkan, dan ukuran talang umumnya (2 ~ 3mm) x45 °. Semua lubang pada bekisting (termasuk lubang sekrup) juga harus dibuang, dan ukurannya umumnya (0,5 ~ 1mm) x45.
2. Dalam keadaan normal, diharuskan meninggalkan celah 1mm antara pelat A dan B (kecuali untuk permintaan pelanggan untuk tidak meninggalkannya).
3. Empat kolom panduan harus memiliki satu 2mm eksentrik, kecuali untuk cetakan injeksi bahan dua warna yang perlu diputar 180 ° untuk bekisting yang berlawanan.
4. Cetakan injeksi dua warna perlu diputar 180 ° selama proses injeksi, dan persyaratan basis cetakan sangat tinggi. Persyaratan khusus harus dibuat ketika menyesuaikan basis cetakan, kolom panduan tidak bisa eksentrik, persyaratan posisi kunci lurus juga sangat ketat, dan pelat bawah cetakan yang bergerak dan panel cetakan yang memperbaiki harus dibuat menjadi cincin pemosisian, dan cincin penentuan posisi pelat dasar cetakan yang bergerak harus terletak di tengah dasar cetakan.
5. Permukaan atas basis cetakan harus ditandai dengan "atas", setiap templat harus diberi nomor, sudut referensi harus ditandai dengan "O", dan ketinggian huruf umumnya harus 10mm.
6. Bentuk basis cetakan membutuhkan setidaknya empat sisi (dua permukaan referensi dan permukaan atas dan bawah) menjadi 90 ° untuk presisi tinggi dan die pelat otomatis, dan keenam sisi harus 90., dan posisi yang akurat antara setiap pelat harus dipastikan.
7. Jika ada perangkat yang menonjol dari bagian bawah permukaan atas cetakan, harus ada kolom pendukung pada dasar cetakan untuk melindunginya.
8. Dimensi keseluruhan dari basis cetakan memenuhi persyaratan gambar, toleransi panjang dan lebarnya adalah 0 ~ 0,50mm, dan toleransi ketebalan setiap templat adalah 0 ~ 0,20mm.
9. Bentuk dasar cetakan mensyaratkan bahwa setiap pelat harus rata, dan pelat batang push tidak boleh menonjol di luar dasar cetakan.
10. All screw heads are required to sink 1mm, and the screwing length of the screw is at least 2 times the outer diameter of the thread.
11. The size of the moving and fixed mold frame must be consistent, and the position error should be less than 0.03mm.
12. The bottom of the moving and fixed mold frame must be kept flat, and the surrounding step shall not exceed 0.05mm, and the width shall not be greater than 10mm.
13. The reset rod and the moving mold B plate are used as gap fitting, the mating tolerance is H7/f6, and the mating length is 1.5 times the diameter of the reset rod, and other places are empty.
14. If the push rod plate guide column is inserted into the moving template, the insertion depth is 10-15mm, and the air avoidance on one side is 0.1mm.
15. Inspection of new mold base: After receiving the mold base sent from the mold base supplier, the mold department must disassemble and inspect all the molds before processing, find problems, notify the supplier to solve them in time, and inspect them item by item when inspecting the mold base.
Informasi terkait

Tentukan modis baru untuk industri cetakan injeksi melalui terobosan teknologi dan rekonstruksi Ekologis
2025-07-04
Tentukan modis baru untuk industri cetakan injeksi melalui brea teknologi...
Penyebab cacat pada produk cetakan injeksi
2025-07-27
Penyebab Cacat dalam Produk Cetak Injeksi Bagian Listrik dari Inj ...

NowOn nama industri manufaktur presisi cetak penyihir
2025-06-29
NowOn nama industri manufaktur presisi molding magician hari ini...
Cetakan injeksi: Gen industri tersembunyi di belakang segalanya
2025-07-12
Cetakan injeksi: Gen industri tersembunyi di balik segalanya ketika fing kami...

Kolom sekrup cetakan rentan terhadap kerusakan dan tanda las/penyusutan
2025-08-07
Kolom sekrup cetakan rentan terhadap kerusakan dan tanda las/shrinkagethe sc ...
Toleransi dan kesesuaian cetakan injeksi
2025-09-11
Toleransi dan kesesuaian cetakan injeksi. Toleransi umum dan kecocokan bagian dalam ...