Metode untuk kerusakan mudah dari posisi internal cetakan dan kerusakan mudah kolom sekrup selama proses pembukaan cetakan
Metode untuk kerusakan mudah dari posisi internal cetakan dan kerusakan mudah kolom sekrup selama proses pembukaan cetakan
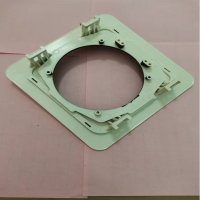
Posisi bagian dalam cetakan rentan terhadap kerusakan
Fenomena: Penutup baterai rentan terhadap kerusakan pada empat posisi dalam selama proses pencetakan.
Analisis: Struktur cetakan menentukan bahwa keempat baris ini relatif tipis. Kekuatan material dari barisan bagian dalam cetakan relatif lemah. Selama proses cetakan, karena efek tekanan pembukaan cetakan dan cetakan injeksi, baris dalam memiliki kekuatan yang tidak cukup dan ditarik terpisah.
(1) Karakteristik mesin cetakan injeksi
Kelas: HT120T, Kekuatan Penjepit: 120T, Kapasitas Plastisisasi: 119g.
(2) Karakteristik jamur
Nomor ejeksi cetakan: 1 × 2, Metode Pengumpanan Lem: Pakan lem dan Penyeapan lem pin plunger, metode ejeksi: Ejeksi pin plunger, suhu cetakan: 105 ° C (mesin suhu konstan)
(3) Karakteristik produk
Bahan: ABS+PC HI-1001, Warna: Abu-abu, Berat Produk (Single Piece): 16.21g, Sariawan Berat: 5.62g.
(4) Analisis penyebab cacat
1. Empat posisi dalam penutup baterai panjang dan kecil dalam struktur, menghasilkan kekuatan yang tidak mencukupi. Selama proses pembukaan cetakan, mereka tidak dapat menahan tekanan pembukaan cetakan dan dengan demikian ditarik terpisah.
2. Titik masuk lem relatif kecil, tetapi tekanan yang diperlukan selama cetakan relatif tinggi. Posisi internal tidak dapat menahan tekanan, mengakibatkan fraktur.
3. Ada kesesuaian yang salah pada posisi baris, dan cetakan pecah karena guncangan posisi baris selama proses pergerakan.
(5) Penanggulangan
1. Ubah sisi dalam penutup baterai ke atas miring.
2. Bahan cetakan diubah menjadi DH31. Bagian bawah posisi baris ditebal 3mm, dan celah 0,2mm dibiarkan di persimpangan di mana posisi baris memenuhi blok tekanan.
3. Tingkatkan ukuran pin sariawan menjadi 0,3mm dan titik masuk lem menjadi 0,8-1,0mm.
Tabel proses cetakan injeksi
Mesin cetakan injeksi: HT120T, sekrup tipe B, volume injeksi 61g | Nama Produk: 1433 Unit utama penutup belakang dan penutup baterai | ||||
Bahan Baku: ABS+PC HI-1001IM | Warna: Abu -abu | Suhu pengeringan: 105 ° C. | Metode Pengeringan: Pengering Dehumidifying | Waktu pengeringan: 3 jam | Penggunaan Bahan Daur Ulang: 0 |
Berat produk jadi: 16.21g | Berat Nozzle: 5.62g | Output cetakan: 1+1 | Metode menuangkan lem ke dalam gerbang: injeksi lem dengan suntikan titik dan lem dengan jarum submersible | ||
Suhu barel | Suhu jamur | Gunakan mesin | "Pengaturan | "Sebenarnya | ||||
| 1 | 2 | 3 | 4 | 5 | sebelum | Mesin kontrol suhu oli | 105° C. | 100° C. |
| 280 ° C. | 275° C. | 270° C. | 250° C. | / | ||||
| △ | △ | △ | △ | △ | setelah | Mesin kontrol suhu oli | 105° C. | 100° C. |
| △ | △ | △ | △ | △ | ||||
| / | 115 | Menahan tekanan | Posisi penahan tekanan | 115 | 120 | 125 | Tekanan injeksi | |
| / | 3 | Menahan waktu tekanan | 15 | 23 | Posisi tekanan injeksi | |||
Jumlah sisa lem injeksi | / | / | / | 20 | 28 | 35 | Kecepatan injeksi | |
| 3.0 | / | / | / | 15 | 23 | Kecepatan posisi api |
Waktu Menengah | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1.0 | 0.8 | 10 | 23 | 5.6 | 20 45 55 | 10 | 30 | 1.0 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 0.7 | 10 | 115kN | 45 | 1 | 18 20 26 | / | / |

Cabinet mold Manufacturer in China (jfmoulds.com)
The screw columns are prone to damage during the mold opening process
Phenomenon: During the mold opening process of the front shell of 1433, the four screw columns are prone to being pulled and damaged.
Analysis: The mold structure design is unreasonable. When demolding, the screw column is not designed with a ejector pin, and it slides off the mold in the front mold position.
(1) Karakteristik mesin cetakan injeksi
Kelas: HT120T, Kekuatan Penjepit: 120T, Kapasitas Plastisisasi: 119g.
(2) Karakteristik jamur
Mold ejection number: 1×2, glue injection method: Large water outlet (dot injection), ejection method: Ejection by ejector pin, mold temperature: 105°C.
(3) Karakteristik produk
Material: ABS+PC HI-1001, product weight (single piece) : 6.52g, nozzle weight: 4.76g.
(4) Analisis penyebab cacat
The sequence of product ejection is that the front mold's row position slides down first, and then the product is ejected by the ejector pin. During the sliding down of the front mold's row position, since the product's screw column is relatively deep and does not completely detach from the row position, when the ejector pin pushes the product out, due to the force, the product may be pulled concave or damaged.
(5) Penanggulangan
1.Increase the draft Angle of the four screw columns to ensure that the product can be completely removed from the front die position and then ejected.
2. Four springs are added at the position of the screw column in the front mold row. When the inner row slides down to the bottom, the elastic force of the springs is used to completely eject the product screw column from the row first, and then push the product out.
Tabel proses cetakan injeksi
Mesin cetakan injeksi: HT120T, sekrup tipe B, volume injeksi 61g | Nama Produk: 1433 Shell Depan | ||||
Raw materials: ABS+PC HI-1001 IM | Warna: Abu -abu | Suhu pengeringan: 120 ° C. | Metode Pengeringan: Pengering Dehumidifying | Waktu pengeringan: 3 jam | Penggunaan Bahan Daur Ulang: 0 |
Berat produk jadi: 6.52g | Berat Nozzle: 4.76g | Output cetakan: 1 × 2 | Metode injeksi gerbang: gerbang kecil ke gerbang besar | ||
Suhu barel l | Suhu jamur | Gunakan mesin | "Pengaturan | "Actua | ||||
| 1 | 2 | 3 | 4 | 5 | sebelum | Mesin kontrol suhu oli | 105° C. | 100° C. |
| 280 ° C. | 275° C. | 270° C. | 250° C. | / | ||||
| △ | △ | △ | △ | △ | setelah | Mesin kontrol suhu oli | 105° C. | 100° C. |
| △ | △ | △ | △ | △ | ||||
| / | 80 | Menahan tekanan | Posisi penahan tekanan | 75 | 90 | 100 | Tekanan injeksi | |
| / | Menahan waktu tekanan | 15 | 22 | 28 | Posisi tekanan injeksi | |||
Residual amount of injection glu | / | / | 10 | 52 | 75 | Kecepatan injeksi | ||
| 4.0 | / | / | / | 15 | 22 | 28 | Kecepatan posisi api |
Waktu Menengah | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1.0 | 1.0 | 10 | 24 | 5.0 | 10 75 85 | 10 | 32 | 1.0 |
Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 0.7 | 10 | 105kN | 45 | 1 | 15 30 32 | / | / |
Informasi terkait

Penyebab dan solusi penyok pada produk cetakan injeksi, produk jadi yang tidak lengkap, dan flash pada produk
2025-07-29
Penyebab dan solusi penyok pada produk cetakan injeksi, finis yang tidak lengkap ...
Posisi inlet lem dari cetakan diseret dan hangus
2025-08-06
Posisi inlet lem dari cetakan diseret dan hangus lem dalam ...

Penjepitan kawat dan tanda udara di dekat lubang sekrup cetakan
2025-08-02
Penjepit kawat dan tanda udara di dekat lubang sekrup fenomena cetakan: kawat ...

Cetakan injeksi: Gen industri tersembunyi di belakang segalanya
2025-07-12
Cetakan injeksi: Gen industri tersembunyi di balik segalanya ketika fing kami...

Solusi untuk delaminasi, mengelupas, pengerasan dan kerapuhan produk yang dicetak injeksi
2025-08-01
Solusi untuk delaminasi, mengelupas, pengerasan dan kerapuhan ...

Cetakan injeksi: dasar presisi dan mesin inovasi manufaktur industri
2025-07-02
Cetakan injeksi: dasar presisi dan mesin inovasi ma industri...