Pengaturan suhu cetakan injeksi dan parameter waktu
Pengaturan suhu cetakan injeksi dan parameter waktu
1. Pengaturan parameter suhu
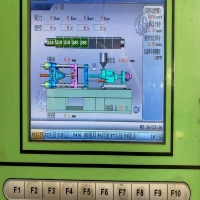
Parameter suhu cetakan injeksi adalah kandungan inti dari proses cetakan injeksi, terkait langsung dengan kualitas produk cetakan injeksi dan mempengaruhi pengaturan parameter waktu dari aliran plastisisasi dan setiap proses produk yang dicetak. Parameter suhu umum terutama mencakup suhu pemanasan dari setiap area silinder lem leleh, suhu nosel, suhu cetakan, suhu material, dan suhu oli, dll.
(1) Parameter suhu silinder meleleh lem
Cetakan injeksi adalah proses pemanasan plastik untuk meresap secara merata bahan baku granular ke dalam karet cair dalam silinder karet cair, memastikan bahwa karet cair dapat diisi dengan halus ke dalam cetakan. Suhu silinder lem yang meleleh biasanya secara bertahap naik dari pembukaan hopper ke nozzle karena plastik secara bertahap plastis di dalam silinder lem yang meleleh. Panas gesekan yang dihasilkan oleh aksi geser pada alur sekrup dan faktor -faktor lain semua secara langsung mempengaruhi suhu, sehingga pengaturan parameter suhu dilakukan dalam beberapa bagian. Biasanya, silinder lem leleh dibagi menjadi ujung depan, bagian tengah dan zona pemanas ujung belakang, dan parameter yang diperlukan diatur masing -masing. Suhu senyawa karet cair umumnya lebih tinggi dari suhu aliran plastik dan titik leleh plastik, tetapi lebih rendah dari suhu dekomposisi plastik. Dalam produksi aktual, sering ditentukan berdasarkan pengalaman atau sesuai dengan situasi produk cetakan injeksi. Jika persyaratan suhu untuk plastik rekayasa lebih tinggi, suhu silinder leleh dapat diatur sedikit lebih tinggi untuk memastikan plastik sepenuhnya plastis.
(2) Pengaturan parameter suhu nosel
Nozzle adalah hub yang menghubungkan gerbang kontrol tipe cetakan, port runner dan port menuangkan di dalam silinder lem lebur. Suhu nozzle diatur secara wajar, memastikan peleburan
Kinerja aliran senyawa karet sesuai, membuatnya mudah untuk mengisi cetakan. Pada saat yang sama, sifat -sifat produk plastik, seperti kekuatan pengelasan dan kilau permukaan, dapat ditingkatkan. Jika suhu nozzle terlalu rendah, bahan dingin dapat menyumbat nosel atau gerbang dan port pelari dari sistem gating, mencegah produksi normal dan halus. Selain itu, bahan dingin dapat menyebabkan bintik -bintik bahan dingin pada produk, mempengaruhi kualitas produk plastik. Jika suhu nozzle terlalu tinggi, itu akan menyebabkan senyawa karet cair terlalu panas dan terurai, mengakibatkan penurunan sifat fisik dan mekanik dari produk plastik, dll. Pengaturan suhu nozzle umumnya dilakukan untuk sepenuhnya mempertahankan suhu nozzle yang konstan.
(3) Pengaturan parameter suhu cetakan
Suhu cetakan umumnya mengacu pada suhu permukaan kontak antara dinding bagian dalam rongga cetakan dan produk plastik. Suhu jamur menambah cetakan injeksi presisi Kualitas penampilan dan kinerja produk plastik industri memiliki dampak yang signifikan. Pengaturan parameter suhu cetakan sering ditentukan oleh ukuran dan struktur produk bagian plastik, karakteristik bahan plastik, dan kondisi proses produk plastik. Pengaturan suhu cetakan adalah tentang pendinginan untuk senyawa karet cair. Mengontrol suhu cetakan dapat memungkinkan produk cetakan plastik menjadi dingin dan terbentuk, memberikan kondisi untuk demolding halus. Mengontrol suhu cetakan dapat memastikan bahwa suhu semua bagian rongga cetakan seimbang dan konsisten, dan tingkat disipasi panas dari produk di dalam rongga konsisten, sehingga menghindari penurunan kinerja produk yang disebabkan oleh generasi stres internal dan menjamin kualitas produk.
(4) Suhu material dan suhu oli
Bahan baku plastik perlu dirawat sebelum cetakan injeksi karena mereka akan menyerap kelembaban dari atmosfer selama penyimpanan dan transportasi. Kadar air dari beberapa bahan baku makromolekul yang mengandung gen hidrofilik, seperti nilon, dapat jauh melebihi kisaran yang diizinkan dengan pemrosesan cetakan injeksi material. Tingkat penyerapan air jenuh dari polikarbonat dapat mencapai 0,2% hingga 0,5%, yaitu nilon PA6 dapat mencapai 1,3% hingga 1,9%, dan ABS dapat mencapai 0,2% hingga 0,45%. Oleh karena itu, pemanasan awal dan perawatan pengeringan harus dilakukan sebelum cetakan injeksi.
Kadar air adalah indikator penting dalam proses pencetakan injeksi plastik. Kadar air yang terlalu tinggi dapat menyebabkan cacat seperti garis perak, pola dan gelembung pada permukaan produk. Dalam kasus yang parah, ini dapat menyebabkan degradasi polimer molekul tinggi selama cetakan injeksi, mempengaruhi kualitas intrinsik dan penampilan produk. Di antara bahan baku plastik yang umum digunakan, polikarbonat, nilon, ABS, plastik akrilik, dll. Rentan menyerap kelembaban dan perlu menjalani perawatan pengeringan, yaitu, untuk mengontrol suhu bahan baku plastik. Sedangkan untuk bahan baku lainnya seperti polietilen, polypropylene, dan polyoxymethylene, karena laju penyerapan air yang sangat rendah, biasanya dalam kondisi penyimpanan yang baik, laju penyerapan air tidak akan melebihi nilai yang diijinkan, dan perlakuan pengeringan tidak diperlukan.
Suhu oli mengacu pada suhu oli tekanan dalam sistem hidrolik. Suhu oli tekanan disesuaikan dengan aliran masuk dan aliran air di chiller. Suhu oli tekanan memiliki dampak signifikan pada proses cetakan injeksi. Suhu oli yang terlalu tinggi akan mengurangi viskositas oli, yang dapat menyebabkan gelembung dalam sistem, meningkatkan kebocoran, dan menyebabkan fluktuasi tekanan dan aliran sistem hidrolik, secara langsung mempengaruhi pemrosesan dan produksi cetakan injeksi.

Mould_Taizhou jiifeng Mould Co.,Ltd. (jfmoulds.com)
2. Pengaturan parameter waktu
Parameter waktu pencetakan injeksi adalah parameter penting untuk memastikan produksi normal. Ini secara langsung mempengaruhi produktivitas tenaga kerja dan tingkat pemanfaatan peralatan. Waktu yang diperlukan untuk menyelesaikan satu proses cetakan injeksi biasanya disebut waktu pencetakan. Waktu cetakan termasuk waktu injeksi, waktu pendinginan, waktu penjepit bertekanan rendah, waktu ejector, waktu siklus, waktu SOL, waktu pembukaan cetakan, waktu peniup udara, dan waktu pemanasan sebelumnya dari ember leleh, dll. Parameter waktu sama untuk model yang berbeda.
(1) Waktu injeksi
Waktu injeksi umumnya mencakup waktu pengisian cetakan dan waktu penahanan. Secara umum, relay waktu sosial digunakan untuk mengontrol tindakan sosial pada model yang lebih lama. Periode dari awal aksi injeksi karet hingga akhir injeksi karet adalah waktu injeksi karet. Kemudian beralih ke waktu untuk tindakan penahan tekanan. Untuk model yang dikendalikan komputer, parameter waktu preset digunakan. Mereka dapat ditetapkan pada tombol waktu yang ditentukan oleh komputer. Kontrol posisi juga dapat diadopsi untuk mengganti tindakan injeksi.
(2) Waktu pendinginan
Secara umum, dalam model yang lebih lama, relai waktu pendinginan digunakan untuk mengontrol aksi pendinginan. Mulailah waktu pendinginan waktu dari catatan injeksi lem. Waktu pendinginan berlangsung sampai aksi pembukaan cetakan dimulai. Untuk model yang dikendalikan komputer, parameter mesin waktu yang diharapkan dapat digunakan untuk waktu pendinginan, dan operasi dapat dilakukan dengan menekan tombol mesin waktu.
(3) Waktu penguncian cetakan tekanan rendah
Pengaturan parameter waktu penguncian cetakan tekanan rendah umumnya dimulai dengan penguncian cetakan tekanan rendah yang cepat dan menghentikan waktu sebelum pembukaan cetakan tinggi-F lambat setelah aksi penguncian cetakan selesai. Untuk model yang lebih lama, relai waktu digunakan untuk mengontrol dan menyesuaikan waktu penguncian cetakan tekanan rendah. Jika ada benda asing dalam cetakan, sekrup tidak memanjang lurus, atau waktu penguncian cetakan tekanan rendah terlampaui, alarm akan mulai. Untuk model yang dikendalikan komputer, parameter waktu penjepit bertegangan rendah adalah input pada keyboard untuk memasok waktu penjepit tegangan rendah untuk kontrol komputer.
(4) waktu siklus
Pengaturan parameter waktu siklus umumnya diatur waktunya setelah pin ejector menyelesaikan operasinya. Waktu sampai awal dan akhir dari siklus lain dari aksi penguncian mode. Waktu siklus dapat diatur waktunya dengan relai waktu atau sinyal mata listrik. Untuk mesin cetakan injeksi terkomputerisasi, parameter waktu siklus dimasukkan pada keyboard untuk memasok komputer dengan kontrol selama waktu siklus.
Komoditas mould_taichu jiifeng Mould Co.,Ltd. (jfmoulds.com)
Informasi terkait

Tentukan modis baru untuk industri cetakan injeksi melalui terobosan teknologi dan rekonstruksi Ekologis
2025-07-04
Tentukan modis baru untuk industri cetakan injeksi melalui brea teknologi...

Penyebab dan solusi penyok pada produk cetakan injeksi, produk jadi yang tidak lengkap, dan flash pada produk
2025-07-29
Penyebab dan solusi penyok pada produk cetakan injeksi, finis yang tidak lengkap ...
Pengaturan suhu cetakan injeksi dan parameter waktu
2025-07-27
Pengaturan suhu cetakan injeksi dan parameter waktu1. Pengaturan Te ...
Beberapa desain cetakan
2025-07-25
Beberapa cetakan desain label labeling proses plastik berdinding produ ...

Kontrol pendinginan cetakan
2025-07-23
Kontrol pendinginan cetakan1. Pipa Pendinginan Fungsi pipa pendingin adalah ...

Peralatan utama di bidang logistik dan pergudangan
2025-06-29
Peralatan utama di bidang logistik dan produsen cetakan pergudangan di...