Pencetakan kue dan cahaya dan bayangan cetakan
Pencetakan kue dan cahaya dan bayangan cetakan
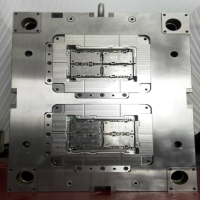
Memanggang dan mencetak permukaan :
Fenomena: Selama proses produksi produk, pemutihan dan tanda kue sering muncul di permukaan.
Analisis: Pengaturan suhu permukaan cetakan tidak masuk akal. Waktu pendinginan tekstur permukaan cetakan terlalu pendek, menyebabkan produk menyusut. Pengaturan tekanan di bagian keempat terlalu rendah.
(1) Karakteristik mesin cetakan injeksi
Kelas: Haiti, kekuatan penjepit: 120t, kapasitas plastisisasi: 152g
(2) Karakteristik jamur
Nomor ejeksi cetakan: 1 × 2, Metode Injeksi Lem: Gerbang Titik, Metode Ejeksi: Ejeksi dengan pin ejector, suhu cetakan: 76 ° C (mesin suhu konstan)
(3) Karakteristik produk
Bahan: ABS, Warna: Hitam. Berat produk (satu bagian): 42.6g, bobot sariawan: 7.3g
(4) Analisis penyebab cacat
1. Pelari utama cetakan tipis dan panjang. Metode memberi makan material cair adalah pakan inti-in. Karena kecepatan dan tekanan yang lambat, bahan cair mengalir di dekat port pakan
Kekuatannya besar, menyebabkan peningkatan stres produk dan bekas kue yang jelas.
2. Suhu cetakan diatur terlalu rendah untuk cetakan depan dan terlalu tinggi untuk cetakan belakang.
3. Tekanan di akhir dan waktu siklus tidak masuk akal.
(5) Penanggulangan
1. Memanfaatkan injeksi multi-level dan switching posisi.
2. Di bagian pertama, isi saluran aliran ke inlet lem pada kecepatan yang relatif cepat dan temukan posisi switching yang sesuai, lalu lanjutkan ke bagian kedua cukup isi area di dekat inlet karet dengan kecepatan lambat dan dalam posisi yang sangat kecil. Pada tahap ketiga, isi 90% kontrol cetakan dengan tekanan sedang dengan cepat untuk mencegah karet cair suhu tinggi dari pendinginan. Pada tahap keempat, isi rongga cetakan perlahan -lahan untuk sepenuhnya mengeluarkan udara di dalam rongga. Akhirnya, beralih ke posisi sakelar penahan tekanan.
3. Dengan mengatur suhu cetakan pada 85 ° C untuk cetakan depan dan 73 ° C untuk cetakan belakang, waktu pendinginan telah meningkat dari 4 detik asli menjadi 47 detik.
Mould_Taizhou jiifeng Mould Co.,Ltd. (jfmoulds.com)
Tabel proses cetakan injeksi
| Mesin cetakan injeksi: Haiti 120T Tipe B Kapasitas injeksi sekrup 152g | Nama Produk: Cermin Transparan |
| Bahan Baku: ABS | Warna: Hitam | Kelembaban Mengeringkan: 85 ° C. | Metode Pengeringan: Pengering Dehumidifying | Waktu pengeringan: 3 jam | Waktu pengeringan: 3 jam |
| Berat produk jadi: 42.6g × 2 = 85.2g | Berat Nozzle: 7.3g | Output cetakan: 1 × 2 | Metode Injeksi Gerbang: Gerbang Titik |
| Suhu barel | Suhu jamur | Gunakan mesin | "Pengaturan | "Sebenarnya |
| 1 | 2 | 3 | 4 | 5 | "Sebenarnya | Mesin suhu air | 85 ° C. | 80 ° C. |
| 245 ° C. | 240°C | 235°C | 230°C | 220°C | ||||
| △ | △ | △ | △ | after | Mesin suhu air | 73°C | 68°C | |
| △ | △ | △ | △ | △ |
| / | 73 | Holding pressure | Pressure-holding position | 87 | 90 | 92 | 98 |  Injection pressure Injection pressure | |
| / | 3 | Holding pressure time | 12 | 15 | 21 | 63 | 73 |  Injection pressure position Injection pressure position | |
| Residual amount of injection glue | / | 2.0 | / | 55 | 78 | 20 | 65 |  Injection velocity Injection velocity | |
| 7.8 | / | / | / | 15 | 21 | 63 | 73 |  Velocity of fire position Velocity of fire position |
| Intermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Rewind time |
| 1 | 4.3 | 47 | 69 | 3.7 | 50 55 18 | 13 | 85 | 3 |
| Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 830kN | 63 | 1 | 15 85 88 | / | / |

Light and shadow:
Phenomenon: During the production process of the shell, light and shadow are prone to occur at positions with structural differences and at a distance from the glue inlet.
Analysis: The thickness of the product meat is inconsistent. The differences in product cooling shrinkage and internal stress decomposition: The injection pressure and holding pressure are relatively small.
(1) Karakteristik mesin cetakan injeksi
Grade: Haitian (Jiangsu), clamping force :160t, plasticizing capacity: 200g
(2)Mold characteristics
Mold ejection number :1x2, glue injection method: point gate, ejection method: Ejection by ejector pin, mold temperature: Mold cavity 85℃ (constant temperature machine), rack row position 70℃ (constant temperature machine)
(3) Product characteristics
Material: ABS PA757 37784, Color: Black (fine texture surface), Product weight (single piece) : 27.1g, spout weight 7.6g
(4) Analisis penyebab cacat
The glue injection method is single-point injection. After the glue flow enters the mold cavity, it requires sufficient time to fill to saturation. Within a unit of time, if
If the pressure is too low, the product will cool and shrink unevenly. Uneven heating of the mold itself and insufficient temperature can also cause the product to cool and shrink unevenly
Consistent
(5) Countermeasures
1. Memanfaatkan injeksi multi-level dan switching posisi.
2. In the first section, fill the flow channel to the glue inlet at a relatively fast speed and find the corresponding switching position. Use medium speed in the second section Just fill a very small area near the glue inlet. The third section is filled with 90% of the mold cavity at medium speed to cool the molten rubber material that is not yet warm Inconsistency creates light and shadow. In the fourth section, fill the mold cavity slowly to completely expel the air inside the cavity, avoiding trapped air and charring, etc Adverse phenomena. Finally, switch to the pressure-holding switching. position.
Komoditas mould_taichu jiifeng Mould Co.,Ltd. (jfmoulds.com)
Tabel proses cetakan injeksi
| Injection molding machine: Haitian 160T Type A screw injection capacity 250g | Nama Produk: Perumahan Pisau Cukur |
| Raw material: ABS PA757 | Warna: Hitam | Suhu pengeringan: 85 ° C. | Metode Pengeringan: Pengering Dehumidifying | Drying time: 2.5 hours | Penggunaan Bahan Daur Ulang: 0 |
| Finished product weight: 27.1g×2=54.2g | Nozzle weight: 7.6g | Output cetakan: 1 × 2 | Metode Injeksi Gerbang: Gerbang Titik | ||
| Suhu barel | Suhu jamur | Gunakan mesin | "Pengaturan | "Sebenarnya | ||||
| 1 | 2 | 3 | 4 | 5 | Front and rear mold cavities | Constant temperature machine | 85 ° C. | 80 ° C. |
| 240°C | 235°C | 230°C | 220°C | / | ||||
| △ | △ | △ | △ | △ | Lateral position | Constant temperature machine | 70°C | 68°C |
| △ | △ | △ | △ | △ | ||||
| / | 100/ | 120 | Holding pressure | Pressure-holding position | 100 | 100 | 110 | 125 | Injection pressure |
| / | 1.3 | 1.5 | Holding pressure time | "End | / | 15 | 45 | 70 | Injection velocity |
| Residual amount of injection glue | / | / | / | / | 12 | 25 | 35 | 45 | Velocity of fire position |
| 7.8 | / | / | / | / | 5 | / | / | / | Injection time |
| Intermediate time | Injection time | Cooling time | The entire duration | Back pressure | Rotational speed | Retraction speed | Material quantity position | Retraction position |
| 1 | 5 | 26 | 60 | 5 | 10 15 10 | 10 | 70 | 3 |
| Mold closing protection time | Supervise the feeding time | Clamping force | Ejection length | Ejection times | Rotation position | Blowing delay | Blowing time |
| 1 | 10 | 140 | 50 | 1 | 15 35 38 | / | / |
Informasi terkait

Menjelajahi cetakan injeksi: dasar presisi manufaktur industri
2025-07-11
Menjelajahi cetakan injeksi: dasar presisi manufaktur industri...

Cetakan multi-komponen
2025-07-25
Cetakan injeksi multi-komponen multi-komponen (juga dikenal sebagai multi-co ...
Gambar cetakan dan tinta gerbang
2025-08-05
Gambar cetakan dan tinta dari fenomena gambar gatemold: th ...

Struktur, bahan dan desain cetakan injeksi
2025-07-18
Struktur, bahan dan desain cetakan injeksi di lanskap yang luas...

Bagian standar cetakan
2025-07-24
Bagian standar cetakan1 cetakan frameprefrikasi rakitan dasar cetakan standar o ...

Fokus pada kualitas dan menumbuhkan inovasi yang mendalam
2025-07-05
Fokus pada kualitas dan menumbuhkan inovasi dalam kehidupan sehari-hari, dari mobi...