Cara memecahkan masalah pemutihan, pengasuhan dan deformasi posisi tulang di outlet air cetakan
Cara memecahkan masalah pemutihan, pengasuhan dan deformasi posisi tulang di outlet air cetakan
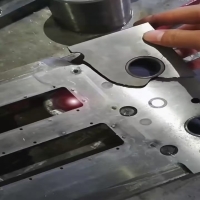
Posisi nosel cetakan berwarna putih
Analisis: saluran masuk air terletak di tepi produk. Setelah cetakan dibuka, produk sedikit menempel pada cetakan depan, menyebabkan saluran masuk air menjadi putih. Tekanan yang menahan di outlet air terlalu tinggi. Bahan baku putih susu yang digunakan memiliki kekhasan warna fisi. Sangat mudah untuk memproses putih selama pemrosesan.
Karakteristik mesin cetakan injeksi
Kelas: Demag, Kekuatan Penjepit: 100T, Kapasitas Plastisisasi: 133g
(2) Karakteristik jamur
Nomor ejeksi cetakan: 1 × 2, metode injeksi: injeksi langsung ke gerbang, metode ejeksi: ejeksi pelat push, suhu cetakan: 80 ° C (mesin suhu konstan)
(3) Karakteristik produk
Bahan: ABS, Warna: Putih, Berat Produk (Potongan Tunggal): 4G, Berat Nozzle: 5G
(4) Analisis penyebab cacat
1. Metode entri lem produk adalah entri langsung. Nozzle terhubung ke penampilan permukaan produk. Setelah cetakan dibuka, produk melekat pada cetakan, membentuk tarikan putih pada posisi nozzle.
2. Produk ini terbuat dari bahan putih susu abs. Bahan ini memiliki properti khusus warna retak, dan sangat mudah bagi posisi gerbang air menjadi putih setelah pembukaan cetakan.
3. Karena gunting tidak dapat memotong posisi outlet air rata dan halus pada satu waktu, bahan residu yang tersisa perlu diperbaiki dengan tangan. Karena posisi outlet air bukanlah permukaan yang lurus tetapi lingkaran, ketika memperbaiki posisi outlet air, mengandalkan tangan untuk mengontrol kebulatan posisi outlet air tidak cocok dengan kebulatan produk itu sendiri, sehingga sangat mudah untuk memiliki goresan atau pemutihan pada permukaan kontak setelah memperbaiki posisi outlet air.
(5) Penanggulangan
1. Di bawah kondisi memenuhi persyaratan kualitas, melakukan perawatan perbaikan proses untuk mengurangi tekanan penahan pada posisi outlet air dan memastikan bahwa outlet air tidak berubah putih setelah produk diturunkan.
2. Ketika pelanggan atau kondisi cetakan memungkinkan, geser posisi inlet lem produk.
3. Memberikan pelanggan dengan konfirmasi dan persetujuan sesuai dengan standar kualitas terbaik saat ini yang dapat dicapai.
4. Ekspos tekstur pada posisi tulang di dalam produk untuk memastikan bahwa produk melekat erat ke cetakan belakang setelah cetakan bukaan dan tidak berubah putih.
Mould_Taizhou jiifeng Mould Co.,Ltd. (jfmoulds.com)

Pengasuhan cetakan
Fenomena: Selama proses produksi bingkai panduan untuk badan produk listrik, charring sering terjadi di sudut -sudut.
Analisis: Permukaan cetakan sangat mengkilap dan tidak nyaman untuk gas yang akan dikeluarkan di sudut -sudut. Gas yang terperangkap menyebabkan produk terbakar.
Karakteristik mesin cetakan injeksi
Kelas: HT-Demag, Kekuatan Penjepit: 100T, Kapasitas Plastisisasi: 150g
(2) Karakteristik jamur
Nomor ejeksi cetakan: 1 × 2, metode injeksi: gerbang lap, metode ejeksi: ejeksi dengan pin ejector, suhu cetakan: 95 ° C (mesin suhu konstan)
(3) Karakteristik produk
Bahan: ABS TV20, Warna: Putih, Berat Produk (Single Piece): 11.5g, bobot sariawan: 2.3g
(4) Analisis penyebab cacat
Pelari utama cetakan cukup besar, dan pelabuhan injeksi adalah tipe pangkuan. Permukaan cetakan sangat cerah dan terletak di sudut -sudut. Karena kecepatan injeksi yang terlalu cepat, tidak nyaman bagi gas yang akan dikeluarkan, dan gas yang terperangkap menyebabkan produk terbakar.
(5) Penanggulangan
1. Memanfaatkan injeksi multi-level dan switching posisi.
2. Di bagian pertama, isi pembukaan runner ke inlet lem pada kecepatan sedang dan temukan posisi switching yang sesuai. Kemudian, di bagian kedua, isi area sudut di dekat pelari dengan kecepatan cepat dan temukan posisi switching yang sesuai. Di bagian ketiga, isi area sudut dengan kecepatan lambat dan posisi yang sangat pendek. Akhirnya, isi perlahan dan beralih ke posisi switching penahan tekanan.
Komoditas mould_taichu jiifeng Mould Co.,Ltd. (jfmoulds.com)
Deformasi posisi tulang cetakan
Karakteristik mesin cetakan injeksi
Kelas: Haiti, kekuatan penjepit: 80t, kapasitas plastisisasi: 133g
(2) Karakteristik jamur
Nomor ejeksi cetakan: 1 × 2, Metode Injeksi Lem: Injeksi Titik ke Gerbang, Metode Ejeksi: Ejeksi pelat push, suhu cetakan: 80 ° C (mesin suhu konstan)
(3) Karakteristik produk
Bahan: ABS, Warna: Hitam, Berat Produk (Potongan Tunggal): 4G, Berat Nozzle: 5G
(4) Analisis penyebab cacat
Pola api pada posisi tulang cetakan (cetakan belakang) tidak halus dan masih sangat kasar. Ketika produk dicetak sepenuhnya injeksi, ia menganut dengan erat pada cetakan belakang. Ketika dikeluarkan, karena kurangnya kehalusan pada posisi tulang, produk menempel pada cetakan belakang dan cacat.
(5) Penanggulangan
Perform mold-saving polishing treatment on the rough areas of the rear mold bone position.
Informasi terkait

Solusi untuk masalah deformasi lentur kolom, delaminasi, pengelupasan permukaan dan sering menekan semburan kecil dalam cetakan
2025-08-18
Solusi untuk masalah deformasi lentur kolom, delaminasi, permukaan p ...

Cara memecahkan masalah pemutihan, pengasuhan dan deformasi posisi tulang di outlet air cetakan
2025-08-16
Cara memecahkan masalah pemutihan, pengasuhan dan deformasi POS tulang ...

Cetakan injeksi: Dari pemahaman dasar hingga eksplorasi mutakhir
2025-07-16
Cetakan injeksi: Dari pemahaman dasar hingga eksplorasi mutakhir. Introduc...
Metode Perawatan untuk Tanda Las Cetakan/Tanda Penyusutan dan Patah
2025-08-09
Metode Pengobatan untuk Tanda Las Cetakan/Tanda Penyusutan dan Fraktursmold Weld Mar ...

Penyesuaian udara yang terperangkap dari cetakan sulit, dan deformasi dan posisi baris bawah menarik metode perawatan cetakan cangkang wajah
2025-08-12
Penyesuaian udara yang terperangkap dari cetakan sulit, dan deformasi dan ...

Solusi untuk garis udara dan pengisian tidak lengkap (kurangnya lem) dalam cetakan
2025-08-09
Solusi untuk garis udara dan pengisian tidak lengkap (kurangnya lem) di cetakan udara ...